Obtain news and background information about sealing technology, get in touch with innovative products – subscribe to the free e-mail newsletter.

- Home
- News & Stories
- Magazine
-
 Back to
Sustainability
Back to
Sustainability
- Material Expertise for Water Electrolysis
Material Expertise for Water Electrolysis
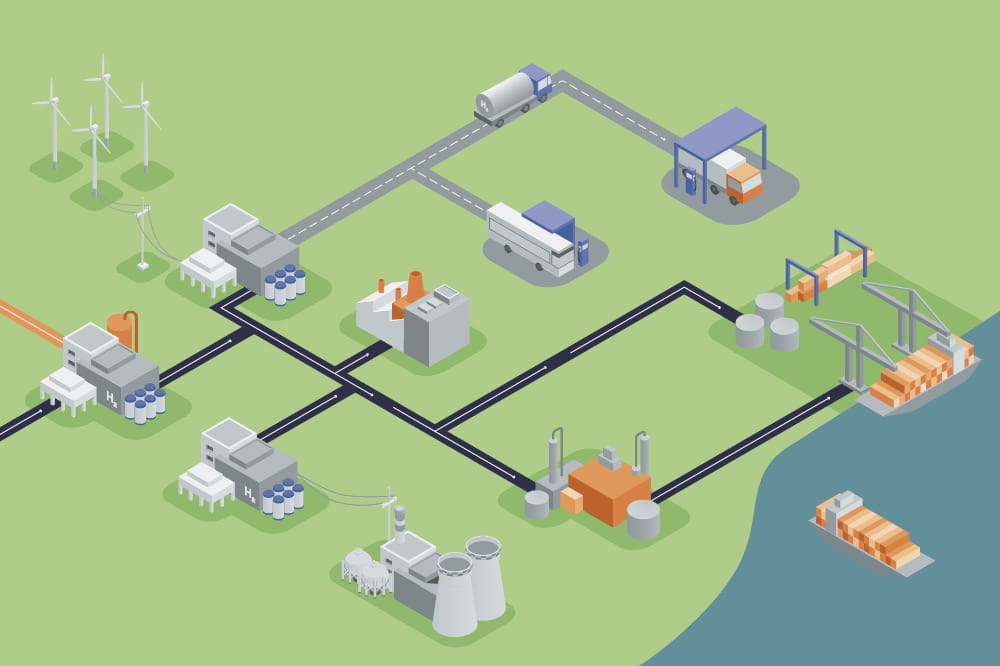
The demand for hydrogen is rising. That means that the world’s electrolysis capacity has to be expanded. Artur Mähne describes how Freudenberg Sealing Technologies is supporting electrolysis manufacturers in the process.
In 2022, the global production of hydrogen stood at 95 million tons – but only 0.1% was generated with water electrolysis. That figure is from a new report from the Fraunhofer Institute for Systems and Innovation Research. And it reflects something widely accepted in the debate on the global hydrogen supply: More electrolyzers are needed, as quickly as possible. “We are well-positioned for an expansion of production capacity, especially for green hydrogen,” said Artur Mähne, Global Segment Manager, Hydrogen Technologies. Freudenberg Sealing Technologies is making a key contribution to the effort. “Over the years, we have developed a very deep understanding of hydrogen applications and can provide our customers with in-depth advice on the proper sealing of electrolyzer stacks, thanks to our material and process expertise.”
Artur Mähne

Artur Mähne is Global Segment Manager, Hydrogen Technologies, at Freudenberg Sealing Technologies. He holds worldwide responsibility for the hydrogen technologies sales field in the energy segment, with a focus on electrolyzers and fuel cells. He considers it vital to develop customer-specific sealing solutions that make the industrial production of electrolyzers possible. “We are setting a course for the future and developing a new emerging industry and new markets.”
Focus on Green Hydrogen
Freudenberg Sealing Technologies is especially zeroing in on electrolysis processes that can be used to produce green hydrogen: the anion exchange membrane (AEM) and proton exchange membrane (PEM) electrolysis. Either can be ramped up or down quickly, making them a practical option to use with inconsistent sources of renewable energy such as wind and solar power. In PEM electrolysis, an FKM material, fluororubber, seals the stack components. “It is resistant to the high oxygen pressures inside the electrolyzer,” Mähne said. By contrast, an EPDM material, an ethylene propylene diene rubber, is used in AEM electrolysis, which takes place in an alkaline environment.
Both materials are key players at Freudenberg Sealing Technologies. Their development for use in electrolysis is ongoing. Advancements in the right materials for the third option, alkaline electrolysis, are proceeding in much the same way. “The combination of potash lye and oxygen poses major challenges for the materials. That is why PTFE is still frequently used in these situations,” he said. Under certain conditions, EPDM can be used, however. “We are in the process of further developing this material as well.”
Process Reliability during Assembly
Whichever material gets the nod, seals will be mounted directly onto the carrier plate. Depending on the process, the plate can either be a thermoplastic frame or a bipolar plate. “This can be handled with overmolding, that is, spraying the material right onto the carrier plate, or with mechanical integration,” he explained. “What is important is creating a connection that remains stable over the entire lifespan and does not detach.” One especially critical moment for the connection: assembling the stacks. The seal must not twist, slip or fall out during assembly. Especially with large systems, mounting individual components is very labor-intensive. “It takes considerable process reliability at our end to make sure everything stays in place. And we do that,” Mähne said.
A Comparison of Three Electrolysis Processes

Alkaline Electrolysis (AEL)
Process: AEL uses an aqueous potassium hydroxide (KOH) or sodium hydroxide (NaOH) as the electrolyte to increase the conductivity of the water. Electrodes are dipped into the solution, kept physically apart from one another and then connected exclusively by electric current, which breaks down the water into oxygen and hydrogen. The hydrogen is formed at the cathode and the oxygen at the anode.
Advantages: AEL is a process that has been tried-and-tested over the years. Since no precious metals are involved, the investment is less than with other processes.
Disadvantages: Alkaline electrolyzers need plenty of space, along with a constant supply of electric current, so they are not particularly suited for operation with wind or solar power. Since the solution in their interiors is corrosive, they are subject to strict safety standards.
Proton Exchange Membrane (PEM) Electrolysis
Process: PEM electrolysis uses a solid polymer membrane as the electrolyte. The membrane separates the two electrodes, which contain catalysts in the form of precious metals. When the current flows through the electrolyzer, water is broken down into protons, electrons and oxygen at the anode. The protons migrate through the membrane along the electric field to the cathode, becoming hydrogen.
Advantages: PEM electrolyzers can be ramped up from standby operation quickly. This makes them ideal for use with renewable energy sources such as wind or solar power. The resulting hydrogen is also extremely pure. They have a compact design and can be used in relatively small systems.
Disadvantages: PEM electrolyzers are costly to make since they use precious metals such as platinum and iridium, along with titanium and fluorinated membrane polymers. The systems are also more sensitive to contaminants than alkaline electrolyzers.
Anion Exchange Membrane (AEM) Electrolysis
Process: In AEM electrolysis, hydrogen is formed at the cathode. Negatively charged hydroxide ions migrate through the anion exchange membrane (AEM) to the anode, where the oxygen is formed. The process uses a highly-dilute, alkaline solution as a liquid electrolyte, which protects the electrodes from corrosion on one hand and improves the conductivity of the water on the other.
Advantages: In its flexibility, AEM electrolysis is similar to the PEM process. It can also be used in combination with wind and hydropower systems. But it does not use precious metals, which is why AEM electrolyzers are less expensive to produce. They are theoretically an ideal compromise between AEL and PEM electrolysis.
Disadvantages: AEM electrolysis is a relatively new technology and has not been fully tried-and-tested, especially regarding the stability of its membrane materials. As a result, little empirical data is available on lifespans and longterm stability.

Interface: This test specimen is used to monitor the connection between the plastics and elastomers that are used on thermoplastic frames in electrolyzers.
Carrier Plate and Seal from a Single Source
The sealing material is applied at Freudenberg Sealing Technologies. “In the future, other concepts such as a kind of shop-in-shop production is conceivable, but the quantities of ordered units are not there yet,” Mähne said. The company has come up with another solution to keep customers’ logistical expenses as low as possible. “We have a great deal of experience with plastics at Freudenberg, which is why we would be in a position to make thermoplastic frames ourselves. For the bipolar plates with a flow field, we have partners supplying the plates directly to us.” Customers can order the carrier plate and the seal from Freudenberg Sealing Technologies and receive everything from a single source.
The manufacture of electrolyzers will be essential to meet the demand for hydrogen – and especially for green hydrogen – over the next few years. Mähne and his team are helping their customers as they expand their production capacity. It is still not clear whether one process will prevail. “At least until 2050, I think we will be using all three processes,” Mähne said. All three have advantages and disadvantages, and each will be the preferred option for different application areas. Whatever happens, Mähne is convinced there is no way around water electrolysis. “We firmly believe in green hydrogen as an industrial sector. We see it as our obligation to support our customers in their efforts to actually industrialize the technology.”
This article originally appeared in ESSENTIAL, Freudenberg Sealing Technologies’ corporate magazine that covers trends, industries and new ideas. To read more stories like this, click here.
The Future Is Hydrogen
From H₂ Production to Usage: Comprehensive Insights on Production, Distribution, Storage, and Future Applications with Solutions. Explore full spectrum in our webspecial!
Hydrogen Webspecial open_in_new
More Stories About Sustainability









Join Us!
Experience Freudenberg Sealing Technologies, its products and service offerings in text and videos, network with colleagues and stakeholders, and make valuable business contacts.
Connect on LinkedIn! open_in_new